


Подробная информация о Новости
Компания, специализирующаяся на производстве, исследованиях и разработках, продаже высокосплавных сталей
03
2022
-
11
Метод идентификации закалочных трещин и незакалочных трещин
Автор:
Трещина закалки является распространенным дефектом закалки, и причины этого многочисленны. Поскольку дефекты термической обработки начинаются с дизайна продукта, работа по предотвращению трещин должна начинаться с дизайна продукта. Необходимо правильно выбрать материалы, разумно выполнить конструкцию, выдвинуть соответствующие технические требования к термообработке, правильно организовать маршрут процесса, выбрать разумную температуру нагрева, время изоляции, нагревательную среду, охлаждающую среду, метод охлаждения и режим работы.
Трещина закалки является распространенным дефектом закалки, и причины этого многочисленны. Поскольку дефекты термической обработки начинаются с дизайна продукта, работа по предотвращению трещин должна начинаться с дизайна продукта. Необходимо правильно выбрать материалы, разумно выполнить конструкцию, выдвинуть соответствующие технические требования к термообработке, правильно организовать маршрут процесса, выбрать разумную температуру нагрева, время изоляции, нагревательную среду, охлаждающую среду, метод охлаждения и режим работы.
I. Материальные аспекты
1. Углерод является важным фактором, влияющим на тенденцию к расщеплению. Содержание углерода увеличивается, точка MS уменьшается, а тенденция к расщеплению увеличивается. Следовательно, при условии соблюдения основных характеристик, таких как твердость и прочность, следует выбирать как можно более низкое содержание углерода, чтобы гарантировать, что его нелегко закалить.
2. Влияние легирующих элементов на склонность к расщеплению в основном отражается на воздействии на проницаемость для закалки, точку MS, тенденцию роста зерна и обезуглероживание. Легирующие элементы влияют на прокаливаемость, таким образом, на склонность к расщеплению. Вообще говоря, способность к закалке увеличивается, а способность к закалке увеличивается, но в то же время способность к закалке увеличивается, закалочная среда со слабой охлаждающей способностью может использоваться для уменьшения деформации закалки, чтобы предотвратить деформацию и трещины сложных деталей. Таким образом, для деталей, имеющих сложную форму, предпочтительной схемой является выбор стали с хорошей проницаемостью и закалочной средой со слабой охлаждающей способностью, чтобы избежать трещин при закалке. Элементы сплава оказывают большее влияние на точку MS. Вообще говоря, чем ниже сталь MS, тем больше тенденция к расщеплению. Когда точка MS высока, мартенсита, образованный фазовым переходом, может быть немедленно отпущен, тем самым устраняя часть напряжения фазового перехода. Можно избежать закалки. Поэтому, когда определяется содержание углерода, следует выбирать небольшое количество легирующих элементов или сталь, содержащую элементы, которые оказывают меньшее влияние на точку MS.
3. При выборе стали следует учитывать чувствительность к перегреву. Более чувствительная к перегреву сталь подвержена трещинам, поэтому при выборе материала следует обратить внимание
Во-вторых, структурное проектирование деталей
1. Размер поперечного сечения одинаков. Детали с резким изменением размера поперечного сечения при термической обработке возникают трещины из-за создания внутренних напряжений. Поэтому старайтесь избегать внезапных изменений в размере поперечного сечения при проектировании. Толщина стенки должна быть равномерной. При необходимости отверстия могут быть открыты в толстостенных участках, которые не имеют прямого отношения к применению. Отверстия должны быть как можно более сквозными. Для деталей различной толщины может быть выполнена сплит-конструкция, которая может быть собрана после термической обработки.
2. Скругленные угловые переходы. Когда детали имеют углы, острые углы, канавки и поперечные отверстия, эти части легко приводят к концентрации напряжений, что приводит к растрескиванию деталей. С этой целью детали должны быть спроектированы в форме, которая не имеет концентрации напряжений и обрабатывается в закругленные углы на острых углах и ступенях.
3. Разница в скорости охлаждения, вызванная формными факторами. Быстрая и медленная скорость охлаждения при закалке детали зависит от формы детали. Даже в различных частях одной и той же детали скорость охлаждения может быть различной из-за различных факторов. Поэтому следует избегать слишком больших различий в охлаждении, чтобы предотвратить закалку трещин.
Технические условия термической обработки
1. Старайтесь использовать локальную закалку или закалку поверхности.
2. В соответствии с требованиями условий эксплуатации деталей, разумно отрегулируйте местную твердость закалочных деталей. Когда требования к твердости для локальной закалки низки, старайтесь не настаивать на общей твердости.
3. Обратите внимание на эффект качества стали.
4. Избегайте закалки в хрупкой зоне первого типа.
В-четвертых, рациональное расположение маршрута и параметров процесса
После того, как материалы, структура и технические условия стальных деталей определены, специалисты по термообработке должны провести анализ процесса, чтобы определить разумный маршрут процесса, то есть правильно расположить места подготовительной термообработки, холодной обработки и горячей обработки и определить параметры нагрева.
Закалка трещины:
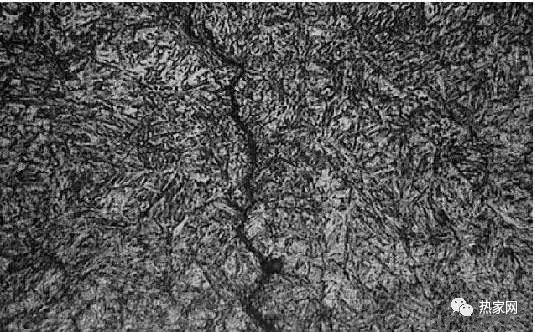
1. Под 500X он зубчатый, с широкими трещинами на начальном конце и небольшими трещинами в конце.
2. Микроанализ:
Аномальная металлургия смешана, и растрескивание вытянуто в виде зубчатой формы, после коррозии с 4%-ной азотной спиртом, без обезуглероживания, микроскопическая топография показана на рисунке ниже:

1 # образец
На трещинах продукта не было обнаружено ненормального металлургического включения, не было явления декарбонизации, трещины были зубчатыми и имели типичные характеристики трещин закалки.
Анализ выводов:
1. Состав образца соответствует стандартным требованиям и соответствует оригинальному компоненту печи.
2. На основе микроскопического анализа в пробных трещинах не было обнаружено ненормального металлургического включения, не было явления обезуглероживания, трещины были зубчатыми и имели типичные характеристики закалочных трещин.
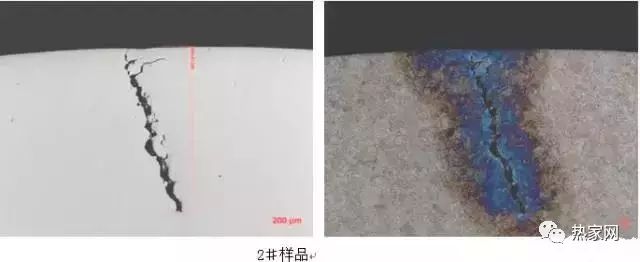
Кованые трещины:
1. Трещины, вызванные типичными материалами, края являются оксидами,

2. Микроскопическое наблюдение
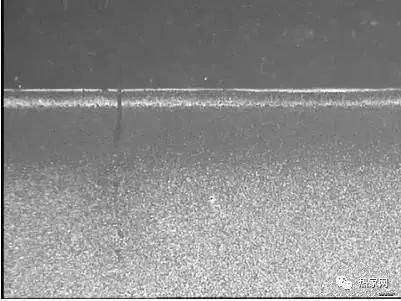
Поверхностный белый слой должен быть вторичным слоем закалки, а глубокий черный под слоем вторичной закалки-высокотемпературным слоем закалки.
Анализ выводов:Существуют обезуглероженные трещины, чтобы определить, является ли это трещиной сырья. Как правило, глубина обезуглероживания трещин больше или равна глубине обезуглероживания поверхности-это трещина сырья, а глубина обезуглероживания трещин меньше глубины обезуглероживания поверхности.
Следующий
Предыдущий
Jiyuan Haiyuan Special Steel Co., Ltd.
Телефон:+86 18551139955
Телефон:+86 13203901015
Почтовый ящик:MaxineWei@haiyuantg.cn
Адрес: парк глубокой переработки стали в промышленной зоне сбора Хулин, город Цзиюань
Copyright©2024 Jiyuan Haiyuan Special Steel Co., Ltd.