


Подробная информация о Новости
Компания, специализирующаяся на производстве, исследованиях и разработках, продаже высокосплавных сталей
03
2022
-
11
Преимущества технологии днища дуговой печи (DPP)
Автор:
Технология днища электродуговой печи (DPP) впервые была реализована в 1980 году на электродуговой печи 110t Tisen Special Steel Company в Германии, в основном со следующими преимуществами.
Технология днища электродуговой печи (DPP) впервые была реализована в 1980 году на электродуговой печи 110t Tisen Special Steel Company в Германии, которая в основном имеет следующие преимущества:
(1) Содействовать плавлению лома и уменьшить явление мягкого плавления в холодной зоне, чтобы помочь устранить холодные зоны, существующие в процессе производства стали в дуговой печи.
(2) Это полезно для увеличения скорости реакции на границе раздела стального шлака, способствует адсорбции и удалению включений в сырой стали в электродуговой печи, увеличивает скорость реакции дефосфоризации и декарбонизации и имеет положительное значение для сокращения цикла плавки.
(3) Увеличение скорости движения расплавленной стали в ванне расплава, помогает устранить дисбаланс температуры в ванне расплава и может снизить температуру стали.
(4) Из-за перемешивания нижнего продувного воздуха реакция на границе раздела стального шлака более сбалансирована, что снижает содержание оксида железа в шлаке, что способствует снижению потребления железа.
(5) Благодаря снижению температуры выхода из стали и содержания оксида железа в шлаке, срок службы футеровки печи увеличивается.
Благодаря вышеуказанным преимуществам, технология днища электродуговой печи получила большое внимание и развитие в последние годы. Технология донного выдувания в основном состоит в том, чтобы установить три воздухопроницаемых кирпича в угловое распределение 120 ° в нижней части электродуговой печи.
Первая печь не подается воздухом при использовании, и воздухопроницаемый кирпич может быть заменен, когда он серьезно поврежден. Метод замены аналогичен способу замены кирпича EBT. Холодная зона дуговой печи показана на рисунке 1, а распределение поддувных кирпичей показано на рисунке 2.
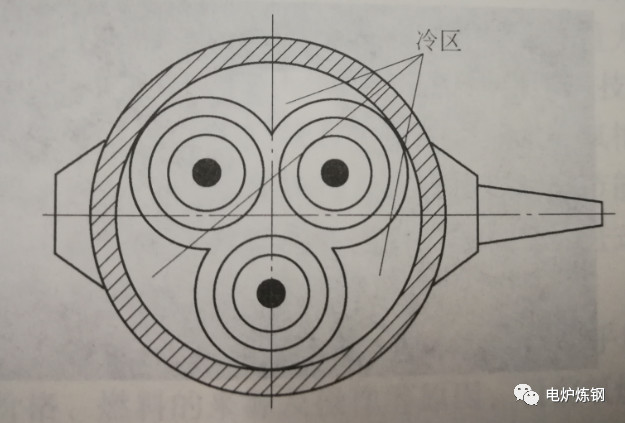
Рисунок 1 Карта распределения холодных зон в плавке дуговой печи
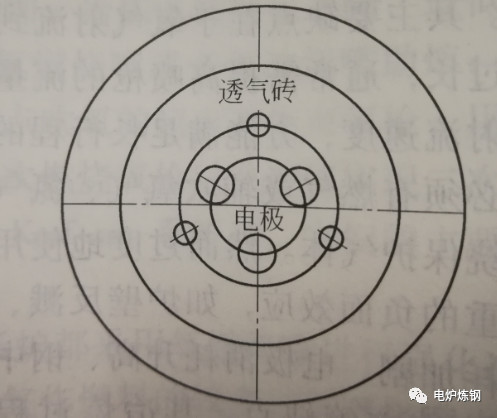
Рисунок 2 Краткая диаграмма распределения нижнего выдувного кирпича
Общее давление подачи воздуха составляет от 0,3 до 1,2 МПа, а расход (стандартное состояние) перемешиваемого газа контролируется на уровне 0,002 ~ 0.001m 3/(min · t) работает лучше всего. Газы, используемые для донного выдувания, включают азот, газообразный углекислый газ и аргон. Использование аргона в качестве донного воздухувного тела может снизить содержание азота в стали. Чтобы снизить затраты, некоторые производители используют различные газовые среды на разных этапах, в Oberhause, когда производство нечувствительных к азоту сталей, плавка при температуре ниже 1550 ℃, когда температура расплавленной стали составляет ниже, 1550-1650 ℃, продувка аргона, потому что температура расплавленной стали ниже 1550 ℃, вода из стали поглощает небольшое количество азота.
Следующий
Jiyuan Haiyuan Special Steel Co., Ltd.
Телефон:+86 18551139955
Телефон:+86 13203901015
Почтовый ящик:MaxineWei@haiyuantg.cn
Адрес: парк глубокой переработки стали в промышленной зоне сбора Хулин, город Цзиюань
Copyright©2024 Jiyuan Haiyuan Special Steel Co., Ltd.